

生成AI
最終更新日:2026/04/14
 外観検査ではカメラが重要
外観検査ではカメラが重要
製造業の品質管理において、「外観検査」は不良品の流出を防ぐ重要な工程です。製品や部品の傷、欠け、汚れ、異物混入、印字不良、組み付け不良などを見逃すと、顧客クレームや返品、回収、ブランド毀損につながるおそれがあります。
これまで外観検査は、人の目による目視検査や、従来型の画像処理(ルールベース)が一般的でした。しかし近年は、人手不足や品質要求の高度化を背景に、外観検査の自動化ニーズが高まっており、その有力な手段としてAI活用も広がっています。食品業界でも、異物、印字、包装、ラベルずれなどの検査を効率化・高度化する手段として自動化の必要性が高まっていると整理されています。
本記事では、外観検査の基本から、主な検査方式、AI活用のメリット、製品比較、導入事例、費用対効果、よくある疑問まで分かりやすく解説します。
AIソリューションについて詳しく知りたい方は以下の記事もご覧ください。
AIソリューションの種類と事例を一覧に比較・紹介!

「外観検査」とは、製品の外観における異常や仕様との差異を検出し、良品・不良品を厳格に判定する重要な品質管理プロセスです。単なる「傷や汚れの確認」にとどまらず、形状や印字、組み付け状態まで網羅的にチェックします。FA機器大手のキーエンスでも、検査項目を「仕様・形状・構造」「表面形状」「仕上がり」の3カテゴリーに定義しています。
対象となる代表的な不良(欠陥)は以下の通りです。
自動車や電子部品、半導体といった精密分野から、医薬品、化粧品、印刷、フィルム素材まで、あらゆる製造現場で不可欠な工程です。自動車や電子部品、半導体といった精密分野から、食品、医薬品まで、消費者の安全やブランドの信頼に直結するあらゆる製造現場で不可欠な工程です。
外観検査は、主に3種類あります。それぞれの項目ごとに検査内容を詳しく見ていきましょう。
本来の仕様と異なる部分がないか、形状や組み合わせの形などをチェックします。さらに、図面寸法とも差がないか、変色や色ムラがないか、印刷文字の位置なども併せて確認します。
具体例
また、製作段階では、印刷精度の確認も一般的です。指定されたデザインと違いがないかチェックし、この段階で差異が見つかれば改善していきます。
表面処理後の外観検査では、「見栄えの良いつくりになっているかどうか」という観点でチェックが行われます。
具体例
具体的には、表面の感触に違和感がないか、また製品によってはシワや曇りがないかチェックをします。さらに、表面の傷や汚れ、異物の付着なども確認していきます。
仕上がりの程度を確認したり、欠けている部分がないかをチェックしたりします。
具体例
一見きれいに仕上がっていても、わずかに加工跡が残っているケースは少なくありません。この段階でも細部までチェックを行います。
外観検査の自動化アプローチは、大きく以下の3つの方式に整理できます。
検査員の「目と経験」に頼る従来の方法です。柔軟な判断が可能ですが、疲労や体調による見落としリスクがあり、品質基準が「属人化」しやすいのが最大の課題です。
深刻な人手不足や全数検査の要求が高まる現在の現場では、維持が困難になりつつあります。
輪郭、濃淡、面積、位置などの「明確なルール(しきい値)」を人間が設定して判定する方式です。有無判定、寸法計測、位置決め、OCR(文字認識)など、条件を数値化しやすい定型検査には極めて有効です。
一方で、個体差の大きい製品や、微細な傷、曖昧な色ムラなどは条件設定が難しく、過検出(良品を不良と判定)や見逃しが発生しやすい限界があります。
AI(ディープラーニング等)に画像データを学習させ、不良の特徴を自動抽出させる次世代の手法です。従来手法では困難だった「曖昧な傷・打痕・異物・塗装ムラ」などの検出にブレイクスルーをもたらしました。
現在、MENOUなどのAIプラットフォームが、現場主導で使いやすいAI外観検査の導入実務を牽引しています。
近年、製造業でAI外観検査への投資が急加速しているのには、4つの明確な理由があります。
負荷が高く熟練技術を要する検査工程を省人化し、人員をより付加価値の高い業務へ再配置します。特に食品工場などでは、自動化が事業継続の生命線となっています。
人間特有の「判断のばらつき」を排除し、ライン間や国内外の複数拠点間で、常に一定の厳しい品質基準を維持できます。
色ムラや微細な傷など、プログラミング(ルール化)できない曖昧な不良パターンの学習・検知は、AIの独壇場です。
検査画像や不良トレンドをデータとして蓄積することで、前工程の異常を早期に発見し、工場全体の歩留まり向上に直結させることができます。

AIに画像を学習させるアプローチには、主に以下の手法があります。
正常な「良品」の画像のみを大量に学習し、そこから少しでも逸脱したものを「異常」としてはじく手法です。不良サンプルが滅多に出ない高品質なラインでの導入に最適です。
明確な「不良品」の画像を学習させ、特定の欠陥パターンをAIに覚え込ませる手法です。不良の種類が定義されており、十分なサンプル画像が用意できる場合に向いています。
実際のビジネス現場では、すべてをAIに任せるのではなく、従来画像処理との「併用」が最も現実的で成功率の高いアプローチです。
「寸法測定やOCR、部品の有無」は確実性の高いルールベース処理で行い、「表面の微細な傷や色ムラ、汚れ」はAIで判定するといった適材適所の使い分けが、次世代の外観検査のスタンダードとなっています。
実際に外観検査にカメラを活用する場合、どのようなカメラを導入すればよいのでしょうか。
カメラの選定では、検査対象や設置環境、必要な精度、ライン速度、予算に合った最適なものを選ぶことが重要です。
外観検査用カメラは、イメージセンサー、画素数、カラー/モノクロ、シャッター方式、フレームレート、インターフェースなど、さまざまな要素で構成されています。まずは、どのような対象物を、どのような環境で、何を目的に検査したいのかを明確にしたうえで、必要な仕様を整理することが大切です。Baslerの選定ガイドでも、解像度、センサーサイズ、フレームレート、シャッター方式、インタフェースなどを用途に応じて決めることが重要とされています。
たとえば、カラーには「カラーカメラ」と「モノクロカメラ」という2つの選択肢があります。
カラーカメラは、色味の違い、ラベルの色差、印字色、変色などを見たい場合に向いています。
一方、モノクロカメラは、一般に濃淡差や輪郭を捉えやすく、傷、打痕、微細な形状差、表面の異常などを検査したい場合に向いています。色の情報が不要であれば、モノクロの方が感度面で有利になるケースもあります。
また、現在のカメラ選定では、シャッター方式も重要なポイントです。
搬送中のワークや高速ラインを撮影する場合は、歪みを抑えやすいグローバルシャッターが向いています。
一方で、対象物がほぼ静止している場合や、コストを抑えたい場合にはローリングシャッターが候補になります。

外観検査で用いるカメラには、主にエリアカメラとラインカメラの2種類があります。それぞれ特徴が異なるため、検査対象やライン条件に応じて選定することが大切です。
エリアカメラとは、対象物を面で撮像するタイプのカメラです。一般的なカメラに近い方式で、1回の撮影で一定範囲をまとめて取得できます。
設定や設置が比較的しやすく、製品や部品の有無判定、位置ずれ、印字確認、表面傷検査など、幅広い用途で使われています。現在は高解像度化が進んでおり、小型部品や微細欠陥の検査にも広く活用されています。
そのため、「対象物が小さい場合には向かない」というよりも、静止ワークや中小サイズの対象物、多用途な検査に向いているカメラと捉える方が実態に近いでしょう。
一方で、広い範囲を一度に高精度で見たい場合や、連続搬送される長尺物を高解像度で検査したい場合には、ラインカメラの方が適していることがあります。
ラインカメラとは、対象物またはカメラを移動させながら線状に撮像し、その画像をつなぎ合わせて1枚の画像として取り込む仕組みのカメラです。
フィルム、紙、繊維、金属板などの長尺物の検査に向いているほか、高速ラインでの連続検査や高解像度が求められる大面積検査にも適しています。
照明を線状に作りやすいため、表面の凹凸や傷、異物などを安定して検出しやすい点も特徴です。Baslerも、ラインスキャンカメラを高スループット・高解像度検査向けとして位置付けています。
そのため、ラインカメラは「長い対象物専用」というより、長尺物や連続搬送体、高速・高精細検査に向くカメラと表現するのが適切です。
カメラによる外観検査は、撮像環境によって精度が大きく左右されます。
照明は検査結果に大きな影響を与えるため、カメラの選定と同じくらい重要な検討ポイントです。
現在の外観検査では、単に「どの光源を使うか」だけでなく、どの方向から、どの形で、どの波長の光を、どれだけ均一に当てるかが重視されます。照明メーカーCCSも、外観検査では対象物や欠陥に応じて照明の種類と照射方法を使い分ける重要性を解説しています。

外観検査に用いる照明を選定する際は、主に以下のような項目をチェックすることが大切です。
何を検査したいか(傷、寸法、異物、印字、凹凸、光沢面の異常など)を明確にします。
カメラやレンズの特徴、エリア・ラインの選択、シャッタースピードなど、検査条件に適した照明を選択します。
ワークと欠陥の差を十分に表現できる光量が必要です。ただ明るければよいのではなく、見たい特徴が明確に出る明るさを確保することが重要です。
光量が時間によって大きく変化しないことが大切です。長時間運用する検査ラインでは、光量の安定性が検査精度に直結します。
シェーディング、ハレーションなどが起こらないように、設置位置などの照明条件を明確にします。
現在の外観検査では、光源の材質そのものよりも、照明の形状や照射方式で考えるのが一般的です。主流の光源はLEDであり、用途に応じてさまざまな照射方法が使い分けられています。
従来はハロゲンランプや蛍光灯なども使われてきましたが、現在は長寿命で安定性が高く、制御しやすいLEDが中心です。
代表的な照明の種類には、次のようなものがあります。
カメラの周囲から対象物に光を当てる方式です。比較的扱いやすく、汎用性が高いため、さまざまな検査で使われます。
棒状の照明を一方向または複数方向から当てる方式です。凹凸や表面の傷を強調したい場合に向いています。
カメラの光軸に沿って光を当てる方式です。反射の強い平坦なワークや、印字、表面の微細な差異を見たい場合に向いています。
対象物の背面から光を当てる方式です。外形、寸法、有無判定、輪郭抽出などに向いています。
対象物全体をやわらかく包み込むように照らす方式です。光沢のあるワークや反射の強い対象物で、映り込みを抑えたい場合に有効です。
低い角度から光を当て、表面の微細な凹凸や傷を強調する方式です。細かな傷や表面異常の検出に向いています。
照明にはいくつかの種類があり、それぞれ特徴が異なります。
そのため、目的や環境に合わせて最適な照明を選定することが大切です。
特にカメラの性能は、カメラごとに大きく異なるため、活用するカメラの性能を正しく把握した上で、最適な照明を選定することが重要になります。
また、照明は「当て方」も非常に重要なポイントとなります。斜め上、真下、真上など、光の方向で撮像にも大きな影響が生まれます。
より高い精度での外観検査を実現するための照明と、照明の当て方を意識することで、検査精度を高められるようになるでしょう。

AIを活用した外観検査は、従来の限界を突破し、工場全体の生産性を底上げします。
検査員のスキルや疲労による「見落とし・過検出」を防ぎ、24時間365日、再現性の高い安定した検査を実現します。
最も負荷の高い検査工程を自動化・省人化し、熟練のノウハウをAIモデルとして組織の資産に変えます。
従来画像処理ではしきい値設定が不可能だった「曖昧な傷、色ムラ、異物、塗装不良」などを、人間の脳のように直感的に検知します。
一定の撮像条件下であれば、大量生産の高速ラインでも遅延なく安定稼働し、抜き取り検査から全数検査への移行を可能にします。
「どの工程で・どんな不良が・どれくらい発生しているか」をデータ化することで、単なる検査にとどまらず、前工程の異常検知や根本的な歩留まり改善(データドリブン製造)に直結します。
カメラや照明だけでなく、AIライセンス、推論用エッジ端末、立ち上げ支援など一定の初期投資が必要です。
どんなに優秀なAIでも、照明条件やワークのブレなど「元の画像」が不安定だと精度は出ません。ハードウェアの環境構築は依然として最重要課題です。
新製品の追加や未知の不良が発生した際、AIモデルのアップデートが必要です。現在はベンダー任せにせず、ノーコードツールを使って現場担当者自身が再学習を行う運用が主流になりつつあります。
寸法測定やバーコード読み取りなど、ルールが明確なものは「従来型画像処理」の方が高速かつ高精度です。すべてをAI化するのではなく、組み合わせが重要です。
製品選定では「精度」だけでなく、「自社の現場で運用し続けられるか」が鍵となります。
カメラ・照明・コントローラが一体となり、高度なカスタマイズが可能。複雑な検査に向くが、設計に専門知識が必要。
カメラにAIチップが内蔵されており、設定がシンプル。既存ラインへの追加や、簡単な有無判定・品質チェックに最適。
MENOUなどに代表される、ソフトウェア中心のシステム。独自のAIモデルを構築しやすく、複数ラインへの横展開や「運用の内製化」を目指す企業に高く評価されています。

ここで業界別に導入シーンを見ていきましょう。
異物混入、包装・シール不良、印字ミスなど。有機物特有の「個体差」が大きいためAIと相性が良く、食の安全を守るための全数検査ニーズが極めて高い分野です。
微細なはんだ不良、実装ズレ、表面傷など。高解像度カメラとAIを組み合わせ、人間の目では見えないミクロン単位の欠陥を高速処理します。
車体や部品の塗装ムラ、打痕、複雑な組み付け確認など。三次元的な形状や光の反射が強い金属部品の検査にAIが力を発揮します。
高速で流れる長尺物の傷や破れの検出。ラインカメラとエッジAIによる高速・低遅延なリアルタイム推論が求められます。
AI導入の決裁を通すには、単なる「人件費の削減」だけでなく、見えないコストの削減まで含めた総合的なROI(投資対効果)を算出することが重要です。
■ 決裁を通すための「費用対効果(ROI)」の考え方
AI外観検査の導入効果は、単なる「目視検査員の人件費削減」だけではありません。目に見えないロスの削減を含めた「4つのプラス効果」から、「AIの運用費用」を差し引いて、最終的な利益を計算します。
[ 浮くお金の合計 ] - [ AIにかかるお金の合計 ] = 「AI導入による実質的な利益」
このように、単なる「人件費の置き換え」だけで計算するのではなく、「クレーム削減」や「歩留まりの向上」までを含めてコストメリットを算出することが、AI導入の稟議を通す最大のポイントです。
これまでご紹介してきた画像処理システムと似た装置として、専門検査装置というものも存在します。どちらも外観検査を自動化できるという点では同じですが、それぞれ異なるメリット・デメリットがあるため注意が必要です。
基本的に専門検査装置は、検査に特化した装置であるため、外観検査に必要な機能はすべて備えています。ただし、高額で汎用性が低いというデメリットがあるため、予算が限られている企業にとっては導入するのが難しい可能性もあるでしょう。
一方の画像センサを搭載したシステムは、部品や製品の変更も自由に行えるため、汎用性が高いというメリットがあります。そのため、ライン設計が変更になった場合でも柔軟に対応可能です。
それぞれメリットが異なるため、特徴を踏まえた上で導入を検討しましょう。
AIについて詳しく知りたい方は以下の記事もご覧ください。
AI・人工知能とは?定義・歴史・種類・仕組みから事例まで徹底解説
外観検査は、品質維持、歩留まり改善、クレーム防止、ブランド保護に直結する重要な工程です。
近年は、目視検査や従来画像処理だけでは対応しづらかった課題に対して、AI活用も有力な選択肢になっています。キーエンスは外観検査対象の広さを体系的に整理し、FoodTech Japanは自動化の必要性を食品分野で分かりやすく解説し、MENOUはAI外観検査の運用実務の視点を提示しています。
ただし、AIは万能ではありません。カメラ、レンズ、照明、搬送条件といった撮像環境の設計や、学習データの整備、従来手法との使い分けを前提に、自社に合った方法を選ぶことが重要です。
外観検査の見直しを進める際は、まず「何を、どのラインで、どの精度で、どれだけ効率化したいか」を明確にし、目視、従来画像処理、AI活用を比較しながら最適な方式を選定していきましょう。
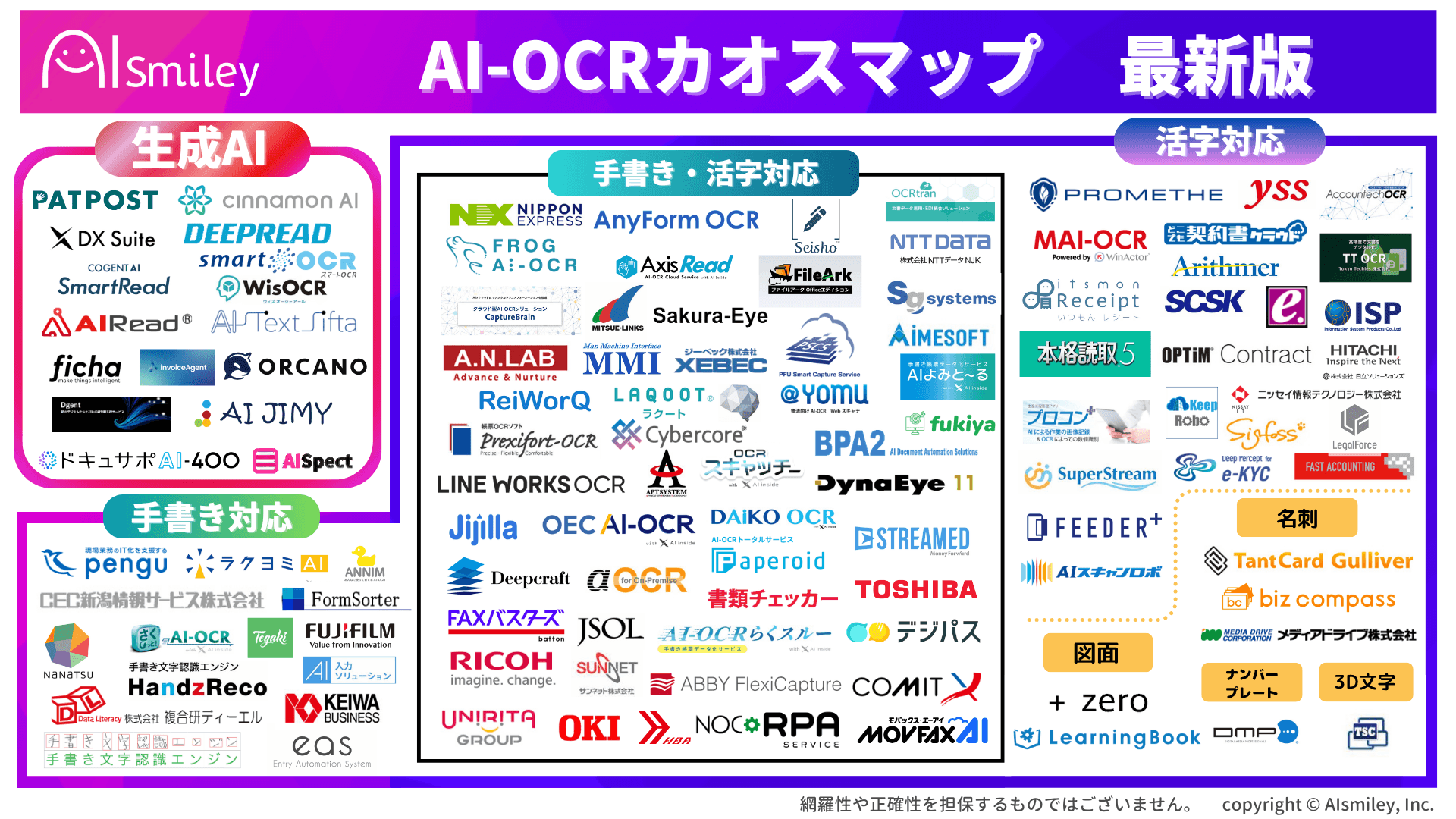
なお、アイスマイリーで公開している外観検査AIカオスマップでは、各社の公開情報を基にAIsmileyが独自の視点で情報をまとめており、国内で利用可能な外観検査AIサービスのうち、100種類以上の外観検査AIサービスを分類・一覧化し、マッピングしています。
現在の日本国内における主要な外観検査AIサービスを導入の目的・課題別に俯瞰できる唯一のカオスマップとなります。外観検査AI導入の比較資料としてご活用ください。
主に、目視検査、従来型の画像処理検査、AIを活用した外観検査があります。 ルールが明確な検査は従来画像処理、曖昧な不良判定はAI活用が向く傾向があります。
目視検査は外観検査の1つの方法です。 外観検査という大きな枠の中に、目視、従来画像処理、AI活用など複数の方式があります。
精度は対象物、欠陥の種類、照明条件、カメラ性能、学習データの質と量によって大きく変わります。 単純な正解率だけでなく、見逃し率、過検出率、再現率、工程全体の歩留まり改善で評価することが重要です。
可能です。 良品学習や異常検知を活用することで、不良画像が少ない段階でも検証を始められるケースがあります。
まずは、検査工数が大きい工程、不良流出時の影響が大きい工程、判定ばらつきが大きい工程から検討するのが一般的です。 特に、全数検査ニーズが高い工程や、熟練者依存が強い工程は優先度が高くなります。
あります。 少量多品種で頻繁に基準が変わる工程や、撮像環境を安定させにくい工程では、期待した効果が出にくいことがあります。明確なルールで判定できる場合は、AIより従来画像処理の方が適している場合もあります。
どちらも重要ですが、現場では照明設計が結果を大きく左右することが少なくありません。 同じカメラでも、光の当て方や均一性が変わると、見える欠陥が大きく変わります。元原稿でも照明の安定性と均一性が重視されていました。
精度だけでなく、得意な検査、既存ラインへの組み込みやすさ、学習や再学習のしやすさ、内製運用のしやすさ、サポート体制などを比較することが重要です。
費用は、カメラ、照明、レンズ、ソフトウェア、コントローラ、周辺機器、立ち上げ支援の有無によって大きく変わります。 そのため、単純な装置価格だけでなく、人件費削減、不良流出削減、歩留まり改善まで含めて判断することが重要です。
最初に整理すべきなのは、「何を検出したいのか」「どの工程で使うのか」「許容したい見逃し率と過検出率はどの程度か」 「既存設備に後付けしたいのか」 の4点です。 ここを明確にすると、目視、従来画像処理、AI活用のどれが合うか判断しやすくなります。
業務の課題解決に繋がる最新DX・情報をお届けいたします。
メールマガジンの配信をご希望の方は、下記フォームよりご登録ください。登録無料です。






FOLLOW US
SNSをフォローして、最新情報をチェックできます!






AI製品・ソリューションの掲載を
希望される企業様はこちら